Infrared Optics: ALON and spinel excel as infrared optical materials

MOHAN RAMISETTY, LEE GOLDMAN, SURI SASTRI, UDAY KASHALIKAR, NAGENDRA NAG, and SREERAM BALASUBRAMANIAN
The two infrared (IR) optical materials aluminum oxynitride (termed ALON by Surmet), which has a cubic spinel crystal structure, and magnesium aluminate spinel (commonly called spinel) possess several desirable and unique properties.1 Chief among them are durability, chemical resistance, high hardness, and high strength, along with broadband spectral transparency (UV through mid-wave IR).
Although the materials have been studied in laboratories for decades, they have only recently become commercially available (see Fig. 1). Growing interest in the defense and optics industries has driven the market for these materials in recent years. Moreover, their combination of mechanical and optical properties makes them extremely attractive in many other areas.
Both materials look the same as glass, so what is so special about ALON and spinel? There are several facets to the answer. First, ALON and spinel transmit over a broader range of wavelengths; they are transparent in spectral regions where glass is as opaque as steel. Second, their excellent mechanical properties provide them with extreme environmental durability, making them about ten times more abrasion resistant than glass. They also survive much higher temperatures and more aggressive chemical environments than glass can withstand.
Another transparent ceramic material, sapphire (alumina in single-crystal form), is also hard, durable, and transparent. So what makes ALON and spinel different from sapphire? In order to be transparent, sapphire must be grown as single-crystal boules or sheets, and subsequently cut, ground, and polished into final components. On the other hand, by virtue of their cubic crystal structure, ALON and spinel are transparent in their polycrystalline form, allowing them to be produced using conventional powder-processing techniques.
Sapphire is also limited by its very slow growth rates (on the order of 18 days to grow a 100 kg boule), and the inability to produce complex shapes and large sizes (current maximum size is about 16 in. wide). Given the high hardness of sapphire (next to diamond on Moh's scale of hardness), carving final components from these boules is a very slow and expensive proposition.
In contrast, ALON, which also has a hardness close to that of sapphire, and spinel are made using powder processing: here, the component's basic shape, called a "green body," is formed from powder using commonly used techniques such as slip casting, injection molding, and cold isostatic pressing. The green body has the consistency of chalk and is only about 50% dense, with substantial porosity. Green bodies are typically strong enough to handle, but weak enough to break by hand. The green body is then subjected to a series of heat-treating steps, which bring it to full optical density (transparency) and full strength. The powder-processing route allows these materials to be produced in large sizes and more-complex geometries than are possible—or at least practical—with single-crystal sapphire.
ALON and spinel optical ceramics are not cheap alternatives to single-crystal sapphire, but rather better solutions for applications that require large-sized or complex-shaped components. Another unique feature that powder processing facilitates is the ability to embed metallic architectures within a component and yet preserve the transparency (for example, the square tile in the upper-right-hand corner of Fig. 1).
Manufacturing ALON and spinel
There are very few manufacturers across the world with the capability to manufacture transparent polycrystalline ceramics commercially. For example, Surmet is the only commercial supplier of ALON components and one of a small number of companies globally that produce and supply spinel transparent ceramic components. Currently, there are no reliable suppliers for spinel components in large sizes and quantities. Spinel components are manufactured using one of two approaches: sinter/hot isostatic pressing (sinter/HIP) and lithium fluoride (LiF)-doped hot pressing/HIP. Surmet uses the classic solid-state sinter/HIP approach for both ALON and spinel components. Some studies have shown sinter/HIP parts that are mechanically superior to LiF-doped hot pressing/HIP based parts.4,5
Manufacturing of ALON and spinel components rely on powder-processing techniques similar to those used for other ceramic materials; however, the requirement for transparency introduces some additional challenges. These include the control of powder synthesis to produce starting powder with very high purity (even part-per-million-level impurities can lead to tint and possibly opacity) and the requirement to reduce porosity to less than 0.1%. Additionally, transparent ceramic components must go through grinding and polishing in order to achieve transparency. This all becomes even more challenging for components with complex geometries.
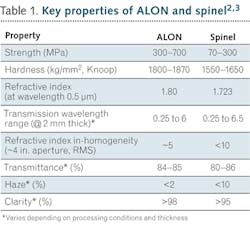
Key properties and applications
Some of the key properties of ALON and spinel optical ceramics are given in Table 1. As seen, ALON has superior mechanical properties. Commercially available ALON products are known for their optical quality, including low haze, high clarity, refractive-index homogeneity, and lack of inclusions. Spinel components manufactured using LiF-doped hot pressing/HIP approach, on the other hand, are known to have high haze.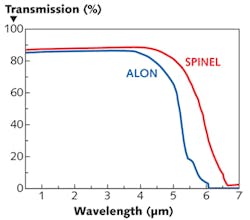


REFERENCES
1. M. Ramisetty, et al., "Transparent polycrystalline cubic spinels protect and defend," Am. Ceram. Soc. Bull. 92, 2, 20–24 (2013).
2. D.C. Harris, "Durable 3-5 μm transmitting infrared window materials," Infrared Phys. Technol. 39, 185–201 (1998).
3. L.M. Goldman, et al., "ALON optical ceramic transparencies for window, dome and transparent armor applications," Proc. SPIE 8016, 801608 (2011).
4. J.J. Swab, et al., "Determining the strength of coarse-grained AlON and spinel," J. Am. Ceram. Soc. 97, 2, 592–600 (2014).
5. M. Rubat du Merac, et al., "Effect of Impurities and LiF additive in hot-pressed transparent magnesium aluminate spinel," Int. J. Appl. Ceram. Technol. 10, E33–E48 (2012); doi: 10.1111/j.1744-7402.2012.02828.x (2012).
Mohan Ramisetty, Lee Goldman, Uday Kashalikar, Nagendra Nag, and Sreeram Balasubramanian are part of the advanced materials development team at Surmet, Burlington, MA; and Suri Sastri is the founder, CEO, and chairman at Surmet. email: [email protected]; www.surmet.com.