Lasers lead the charge in e-mobility manufacturing
Coherent’s CleanWeld initiative was introduced in 2018 to enable challenging bonding applications, such as those encountered in e-mobility manufacturing. Specifically, this approach combines a variety of fiber laser and process innovations to deliver welds with reduced spatter and improved metallurgical characteristics. In the context of e-mobility, this translates into highly reliable bonds with low electrical resistance and increased mechanical strength to optimize durability and lifetime. This article reviews some of the key applications in battery and motor production, which are already benefitting from this new approach.
Prismatic and cylindrical cell seam sealing
Several key steps in battery production involve welding or bonding. Specifically, this includes welding of internal components (within the battery), followed by sealing of individual battery cells and, finally, the formation of connections between batteries to form finished packs.
Seam sealing of prismatic and cylindrical cells can include welding the lid, fill cap, and the current interruption safety device. These components are fabricated from thin (<0.75 mm) metal sheets of either aluminum or cold-rolled steel. Here, key requirements are low heat input into the part to avoid damaging or distorting the components, and of course high speed/short cycle time.
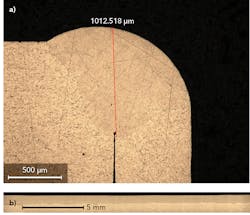
Most commonly, medium-power (0.5–1.5 kW), continuous-wave (CW) single- and near-single-mode fiber lasers are employed for these applications. The exception to this can be seam sealing of aluminum prismatic cells, where conduction welds are favored for certain joint geometries to avoid contamination entering the internal battery volume and so requires multikilowatt lasers (FIGURE 1).
Computer-driven, high-speed, two-axis scan heads trace out weld patterns and layouts of any required shape or complexity. The scan head provides the capability to superimpose any additional motion required, such as wobble, to tailor the weld dimensions as required for weld quality and seam fit-up accommodation. The typical cycle times for cylindrical cells (which might involve as many as three separate welds) are <1 s, with the larger prismatic cells taking longer according to the specific welding requirements, and whether a conduction weld is needed.
Pouch cell tab welding
For pouch-type cells, the internal foils of the cell must be attached to the terminals. This consists of a large number of individual foils, sometimes up to 120 layers of copper and aluminum that are required to be bonded to the internal side of the terminal. Joining conductive material is challenging in its own right—however, bonding 30–120 layers of 10- to 20-µm-thick foils presents a very difficult weld. To date, this has been accomplished using ultrasonic welding, but uncertainty over weld continuity through the foil stack and process reliability have been concerns. A laser-based alternative has been developed that provides a solution to the usual blow-outs and through-stack inconsistencies normally associated with regular laser processes. It is worth noting that, as with any welding application, tooling is critical to the success of the weld.
The use of an adjustable ring-mode fiber laser (FL-ARM) has proven capable of reliably welding these foil stacks. The construction and operation of this laser was detailed in “Fiber laser enables successful welding of difficult materials,” Industrial Laser Solutions, 33, 2, 24–25 (March/April 2018). In brief, this laser utilizes a delivery fiber that has a circular core surrounded by another annular cross-section fiber core. The power (and even modulation) in the center and ring beams can be independently controlled to enable very precise control of the spatial distribution of laser power at the work surface (FIGURE 2).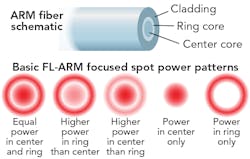
To rapidly and reliably produce high-quality welds in the foil stacks without destroying the thin foil layers, the FL-ARM is initially configured to deliver relatively moderate power only in the ring. This heats up the foil sufficiently to increase material absorption, which increases sharply with temperature. Then, power is launched into the center of the beam to create the keyhole. However, since the surrounding material is already somewhat soft and elastic, it yields easily, preventing spatter. The result is a consistent weld with both excellent mechanical and electrical properties. This entire welding cycle for each tab takes about 10 ms.
Battery pack connection
Individual batteries are interconnected by welding the positive terminal of one battery and the negative terminal of an adjacent battery to a current collector that itself is attached to a busbar. Fiber laser welding provides a highly efficient and flexible method of bonding these connections. Producing reliable joins in conductive and dissimilar materials is very challenging for other welding technologies. In contrast, laser welding provides the capability to weld both conductive and dissimilar metals of almost any thickness with a high level of control and repeatability. Laser welding can rapidly produce several welds in close sequence, meaning a larger total area of contact that reduces resistance and also provides superior mechanical strength.
For the thicker busbar welds, the FL-ARM fiber laser delivers advantages over other sources, particularly with aluminum, where the ability to pre- and post-heat the material significantly reduces spatter and any weld cracking.
Hairpin processing
The copper hairpin material used to construct motor stators is usually supplied in either straight-bar or wound-coil form, typically 3 × 3 mm cross-section. The copper is covered with a polyimide-insulating layer like polyamide-imide (PAI) or polyether ether ketone (PEEK), sometimes with a thin layer of enamel or glue underneath this plastic. Prior to welding or soldering, several millimeters of this insulating material must be stripped from the end of each pin. Originally, this stripping was performed on precut lengths of material mechanically, but this approach doesn’t scale up well. A better approach for volume production is to have a single machine that takes a continuous coil of copper and automatically strips, cuts, and bends it.
A contact-free, laser-based process lends itself well to this application, supporting “on the fly,” continuous feed. Here, the scanned laser beam continuously follows the material and removes the insulation as it moves through the machine at speed (FIGURE 3). Currently, the carbon dioxide (CO2) laser is an optimum source for hairpin insulation stripping because polyimide insulation absorbs well at the long infrared laser wavelength, whereas copper is highly reflective at these same wavelengths. So, the process self-terminates at the underlying copper substrate.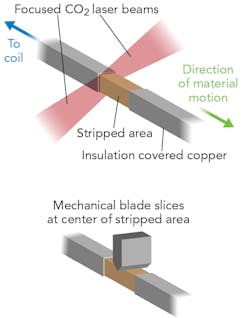
After the individual hairpins are loaded into slots in the stator, the stripped ends of adjacent hairpins are welded together for electrical connection. The two key requirements are that the weld maintain proper mechanical alignment of the pins, and also not produce any defects (voids). Hairpin alignment is important because it impacts motor efficiency. Defects must be avoided because these increase the resistance and reduce motor efficiency, and might also lower the mechanical strength of the assembly.
The optimum laser for this application depends upon the specific hairpin configuration. If the cross-section of the hairpin pair is square, then a static FL-ARM beam is optimal. The beam size provides sufficient coverage to create a large weld pool, yielding good electrical connection and mechanical strength. When the hairpin cross-section is rectangular, then a standard fiber laser beam can be rapidly scanned (“wobbled”) over the area to provide the necessary coverage.
Coherent (Santa Clara, CA) currently provides both types of fiber lasers for hairpin welding. Furthermore, the company also makes turnkey systems that automatically measure and adjust hairpin position, while making real-time corrections to laser parameters to produce an optimum weld. The goal is to achieve all these activities within 100 to 300 ms per weld, including vision system recognition (FIGURE 4).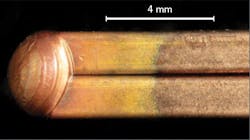
Conclusion
E-mobility is similar to many other sectors (for example, electronics and medical devices) in its common need to perform high-precision processes on delicate or “difficult” materials, and to perform these tasks at market-enabling throughput rates. In many cases, the integrated approach embodied in CleanWeld, which encompasses a variety of techniques that range from changing the intensity distribution of the focused laser spot, to introducing beam wobble, to other factors like the precise dynamics of assist gas delivery or optimized beam delivery components, makes this new fiber laser an attractive solution for applications that have been challenging for fiber lasers in the past.
About the Author
Matthew Philpott
Chief Marketing and Sales Officer, NUBURU
Dr. Matthew Philpott is chief marketing and sales officer at NUBURU (Centennial, CO). He has 22 years’ experience in the laser industry, most recently focusing on the electric vehicle market for Coherent. He led a multi-year global team effort to grow Coherent’s business, making it one of the top suppliers of lasers for battery manufacturing. Beyond success in the EV market, he has held a wide range of roles in sales, marketing, and business development, with expertise in materials processing, microelectronics, display, and bioinstrumentation. Dr. Philpott holds a B.S. in chemistry and a Ph.D. from the University of Washington in physical chemistry.
Frank Gaebler
Director of Product Marketing, Coherent LaserSystems GmbH & Co KG
Frank Gaebler is director of product marketing at Coherent LaserSystems GmbH & Co KG (Lübeck, Germany).