Excimer lasers drill inkjet nozzles
Excimer lasers help fabricate high-quality inkjet nozzle plates that meet requirements for inkjet and fluid-dispensing applications.
By Todd Lizotte, Orest Ohar, and S. Collar Waters
The heart of an inkjet printer is the inkjet heada combination of components and microdevices that forms ink droplets and puts them on paper. A key component of this assembly is the inkjet nozzle plate. Inkjet printer technology has evolved in two divergent directions: thermal and piezoelectric nozzle plates. Thermal inkjet printers use heat to generate vapor bubbles, ejecting small drops of ink through nozzles and placing them precisely onto paper to form text or images. Piezoelectric printing technology (PZT) uses a piezoelectric cell to exert mechanical pressure on the ink, forcing ink out of the chamber. Most PZT print heads incorporate silicon-based nozzle plates.
As straightforward as both of these technologies are, the resulting print quality is dependent on the quality of their respective nozzle plate. Excimer lasersused for drilling nozzle holesare essential to the production of high-quality nozzle plates.
The inkjet cartridge
Although the nozzle plate itself is what forms the ink droplets and controls the volume of ink that is ejected, it is only one of four major components of a thermal inkjet cartridge. The others are the cartridge ink tank, tape-for-automated-bonding (TAB) circuit, and heater chip.
The cartridge tank is either a single-reservoir monochrome tank or a multireservoir color cartridge. The tank holds a specific quantity of ink; in most cases, half the volume of the tank is taken up by an open-cell foam that serves as a prefilter and creates a pressure differential to the fill channel.
The TAB circuit is the command conduit from the printer-driver electronics, sending signals to sequence the firing of heater-chip resistors located under specific nozzles, ultimately producing a vapor bubble in the ink that ejects the ink droplet. The TAB films aid in the assembly of the inkjet module by facilitating the use of a continuous reel-to-reel process.
Heater chips contain small resistor heater elements that superheat the ink, forming a vapor bubble that forces a droplet of ink to be ejected from the specific nozzle in the nozzle plate. As the resistor cools, the vapor bubble contracts, creating a vacuum that draws ink into the nozzle area. Typically, the heater chip is integrated with microfluidic ink-flow channels that direct ink into the resistor areas.
Material format and selection
Material selection is one of the earliest and most critical decisions made during the engineering of a nozzle plate. In most cases, the choice of material is based on the fabrication process that will form the nozzle plate. Three processes currently dominate the market: electroforming, silicon etching, and excimer-laser micromachining. The best all-around process for 300- to 1200-dots-per-inch (DPI) printing is excimer-laser drilling.
At first, laser drilling was merely used to assist in drilling 300-DPI inkjet nozzles in TAB circuits. Manufacturers quickly expanded the technology by having nozzles drilled directly into the fabricated TAB circuits as integral nozzles. In the late 1990s, several inkjet-cartridge manufacturers abandoned integral nozzles, instead applying nozzles as a separate piece using traditional excimer-laser processing techniques. By engineering the nozzle plates for attaching to the heater chip during assembly, producers were able to raise yields while minimizing waste. Manufacturers were able to use a procedure already in use for attaching electroformed nozzle plates, providing speedy implementation and avoiding the pitfalls associated with integral nozzle-to-TAB techniques.
Polyimide is the most common material used to make inkjet nozzle plates. The material grain structure and peak absorption rate of ultraviolet light from the laser play a critical role in the ultimate exit-hole resolution.
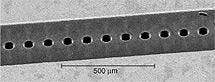
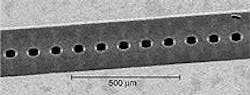
An excimer laser can produce any desired shape or structure on the exit side of the inkjet platesquare, round, or even elliptical nozzles (see Fig. 1). The vast majority of current designs use traditional round nozzles, although there are indications that nontraditional shapes may have advantages. The smaller the exit holes, the higher the possible printing resolution. With printing resolutions pushing toward 1200 DPI, droplet size will need to be reduced to nanoliter volumes with exit-nozzle diameters well below 20 μm.
Excimer-ablation automation
The process used for drilling inkjet nozzles is called photoablative decomposition, and is usually referred to as photoablation. It is a mechanism by which the absorption by a material of short, intense energy pulses leads to complete breaking of the chemical bond in the material followed by expulsion of the fragmented material. The minimum energy required in a given material to break apart the chemical bonds is called the ablation threshold.
The ejected material carries away any excess energy; for this reason, the excimer is considered a heatless laser. Most organic materials exhibit high absorption coefficients when exposed to laser energy at excimer wavelengths; the absorption occurs within a very thin layer at the surface, typically at a depth of less than 1 μm, depending on the type of polymer, energy density, and wavelength being used. These characteristics allow very selective removal of irradiated material and microstructuring to precise depths.

When applying an excimer-laser process to high-volume manufacture of inkjet nozzle plates, material-handling automation must be configured for maximum throughput (see Fig. 2). The use of reel-to-reel or web material-handling systems in component manufacturing allows the production process to be as continuous as possible. Such processes require substantial automation control, including temperature monitoring, focus control, energy density on target, inline inspection, material-thickness monitoring, and continuous acquisition of laser performance data. Current equipment incorporates comprehensive alignment and calibration routines that include automated focus, alignment camera calibration, and optical alignment procedures and tools.
Cleaning
When drilling a nozzle plate, its material becomes loaded with a carbon residue, a by-product of the excimer process. Light from an excimer laser breaks molecular bonds in the material; these released materials form a laser plume and divide into gases such as hydrogen, carbon dioxide, and carbon monoxide, as well as solid carbon debris. The carbon debris falls back to the surface surrounding the inkjet nozzle area being drilled; the use of water-soluble coatings on the order of several microns thick offers a way to trap these contaminants before they become a nuisance to downstream processes (see Fig. 3).
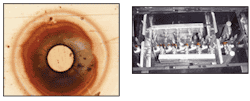
If the nozzle plate material does not have a sacrificial coating, the carbon debris will bond to the nozzle plate material surface while still in its energetic state. The bonds can be chemical, electrostatic, fluidic, or bonds at the atomic level. At this point, the carbon debris becomes nearly impossible to remove. Once drilled, the reel of coated material can be loaded into a commercially available multistage water-based cleaner in which soaking, pressure wash, rinse, and drying processes quickly remove water-soluble coatings along with embedded debris.
Backing materials
Another key element to forming a perfect nozzle exit hole is the use of a sacrificial backing material. A backing material allows the laser to drill entirely through the nozzle material and partially into the sacrificial backing. However, the choice of backing material is critical. Attempts have been made to use inexpensive materials such as polyester. When processed with an excimer laser, polyester creates carbon residue that attaches to the sidewalls of the nozzles. Polyester has a lower ablation threshold then the inkjet nozzle material, and this difference creates jetting plasma between the adhesive-bonded nozzle material and polyester backing material. This jetting gas can cause vibrations that produce variations in nozzle exit-hole geometries. The use of low-tack dicing tape is an optimum choice for these applications.
Future applications
Inkjet technology is constantly finding new markets. Practical applications range from printing textiles to depositing compounds for medical diagnostics; further out are applications such as the deposition of custom-formulated aromas. Price will continue to play a major factor in the acceptance of inkjet technology, making the cost associated with manufacturing quality inkjet nozzle plates a top priority.
TODD LIZOTTE is chief development officer and vice president of R&D, OREST OHAR is chief technology officer and vice president of engineering, and S. COLLAR WATERS is president and chief executive officer of NanoVia LP, 4 Delta Dr., Suite 6, Londonderry, NH 03053; email: [email protected].